打造中国重型卧式数控车床领导品牌
德州众拓机床制造有限公司
中文
英文
众拓服务热线:
400-029-0534打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534
数控车床加工的工艺与普通车床类似,但数控车床是一次装夹连续自动加工完成所有车削工序,因此应注意以下几个方面:
一、合理选择刀具
(1)粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求;
(2)精车时,要选精度高、耐用度好的刀具,以保证加工精度的要求。;
(3)为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。
合理选择切削用量。切削用量选择是否合理,对于能否充分发挥车床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。
粗车时,首先考虑选择一个尽可能大的吃刀量,其次选择一个较大的进给量,最后确定一个合适的切削速度。增大吃刀量可以减少走刀次数,增大进给量有利于断屑,因此根据以上原则选择粗车切削用量对于提高生产效率,减少刀具消耗,降低加工成本是有利的。
精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此精车时应选用较小(但不太小)的吃刀量和进给量,并选用切削性能高的刀具材料和合理的几何参数,以尽可能提高切削速度。
二、合理选择夹具
(1)尽量选用通用夹具装夹工件,避免采用专用夹具;
(2)零件定位基准重合,以减少定位误差。
三、确定加工路线
加工路线是指数控车床加工过程中,刀具相对零件的运动轨迹和方向:
(1)应能保证加工精度和表面粗糙要求;
(2)应尽量缩短加工路线,减少刀具空行程时间。
四、加工路线与加工余量的联系
目前,在数控车床还未达到普及使用的条件下,一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。
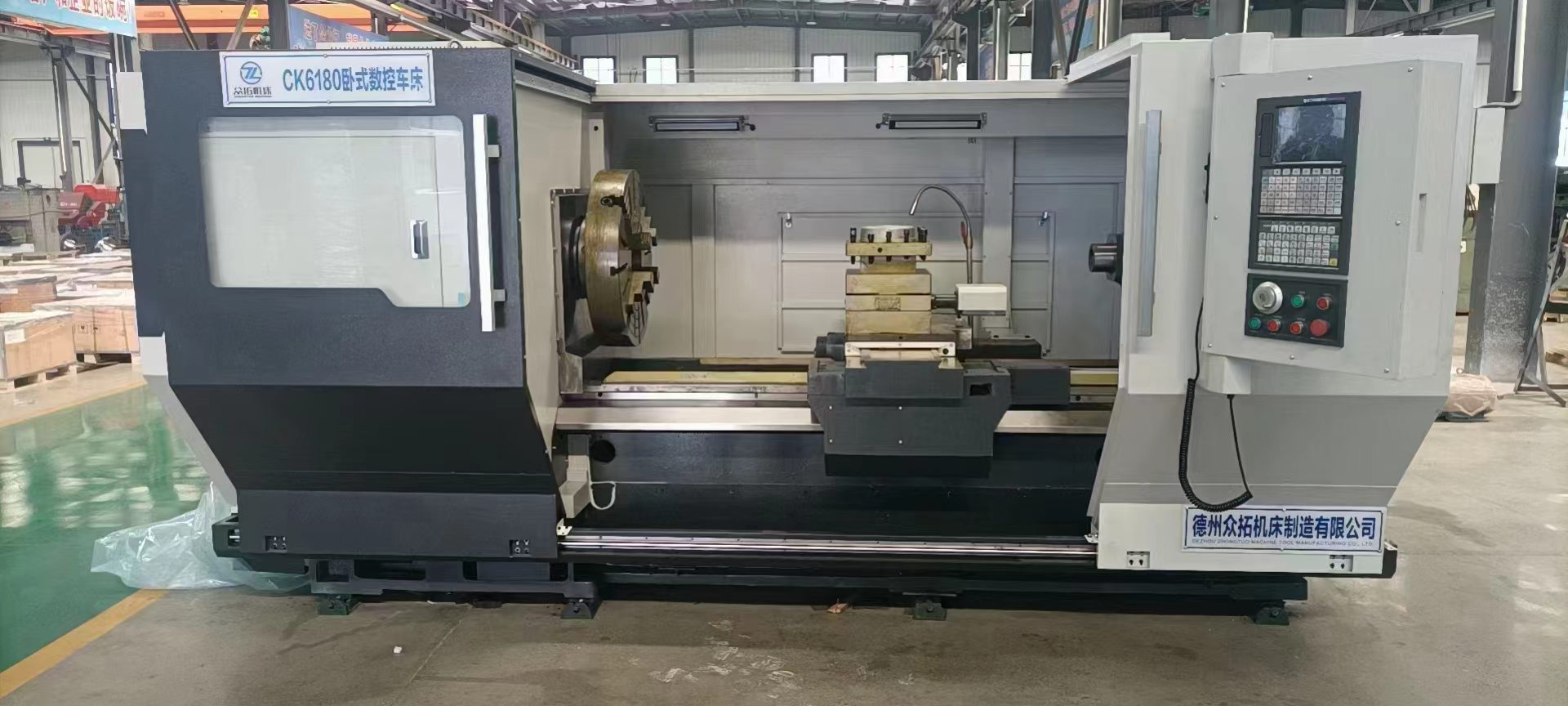
德州众拓机床拥有成熟的机床生产经验,核心团队(设计、工艺、装配、品控、服务)人员,拥有十余年的工作经验,现已成功为客户提供最大回转直径3150mm,最大加工长度15m,承重60吨的各类中大型数控车床、车镗复合机床、车铣复合机床。公司开发的高档数控机床具有大型、精密、高速、高效、智能的优势特点,为航空航天、汽车、模具、矿山、工程机械、风电核电、大型水利及军工等行业提供了大量优质精良准备。产品咨询电话13709110690,400-029-0534。