打造中国重型卧式数控车床领导品牌
德州众拓机床制造有限公司
中文
英文
众拓服务热线:
400-029-0534打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534
说起数控车床,大多数人对此还是很陌生,因为它不是我们日常生活中能经常看到的或者接触到的设备,但是在机械行业,数控车床是常见的机加工设备,生产各类零件都离不开它,正是有了它的存在,简化了加工工序,缩短了加工时长,提高了生产效益。那么今天就为大家分享一些数控车床操作时的常用技巧。
一、编程技巧
对加工的产品精度要求较高时,编程时需要考虑:
1. 零件的加工顺序:
先钻孔后平端(这是防止钻孔时缩料);
先粗车,再精车(这是为了保证零件精度);
先加工公差大的后加工公差小的(要保证小公差尺寸表面不被划伤及防止零件变形)。
2. 根据材料硬度选择合理的转速、进给量及切深:
1)碳钢材料选择高转速,高进给量,大切深。
2)硬质合金选择低转速、低进给量、小切深。
3)钛合金选择低转速、高进给量、小切深。
二、对刀技巧
对刀分为对刀仪对刀及直接对刀。下面说的对刀技巧为直接对刀。
先选择零件右端面中心为对刀点,并设为零点,机床回原点后,每一把需要用到的刀具都以零件右端面中心为零点对刀;刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为30mm)输入x30,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。
三、调试技巧
在机床精度调整时,要精调机床床身的水平和机床几何精度。机床地基固化后,利用地脚螺栓和调整垫铁精调机床床身的水平,对普通机床,水平仪读数不超过0.04mm/1000mm,对于高精度机床,水平仪读数不超过0.02mm/1000mm。然后移动床身上各移动部件(如立柱、床鞍和工作台等),在各坐标全行程内观察记录机床水平的变化情况,并调整相应的机床几何精度,使之达到允差范围。小型机床床身为一体,刚性好,调整比较容易。大、中型机床床身大多是多点垫铁支承,为了不使床身产生额外的扭曲变形,要求在床身自由状态下调整水平,各支承垫铁全部起作用后,再压紧地脚螺栓。这样可保持床身精调后长期工作的稳定性,提高几何精度的保持性。一般机床出厂前都经过精度检验,只要质量稳定,用户按上述要求调整后,机床就能达到出厂前的精度。
四、零件加工技巧
零件在试切完成后,就要进行成批生产,但试切的合格并不等于整批零件就会合格,因为在加工过程中,因加工材料的不同会使刀具产生磨损,加工材料软,刀具磨损就小,加工材料硬,刀具磨损快,所以在加工过程中,要勤量勤检,及时增加和减少刀补值,保证零件的合格。
总之,加工的基本原则是:先粗加工,把工件的多余材料去掉;然后精加工,加工中应避免振动的发生,避免工件加工时的热变性。造成的振动发生有很多原因,可能是负载过大;可能是机床和工件的共振,有可能是机床的刚性不足,也可能是刀具钝化后造成的,可以通过下述方法来减小振动:减小横向进给量和加工深度,检查工件装夹是否牢靠,提高刀具的转速后者降低转速可以降低共振,另外,查看是否有必要更换新的刀具。
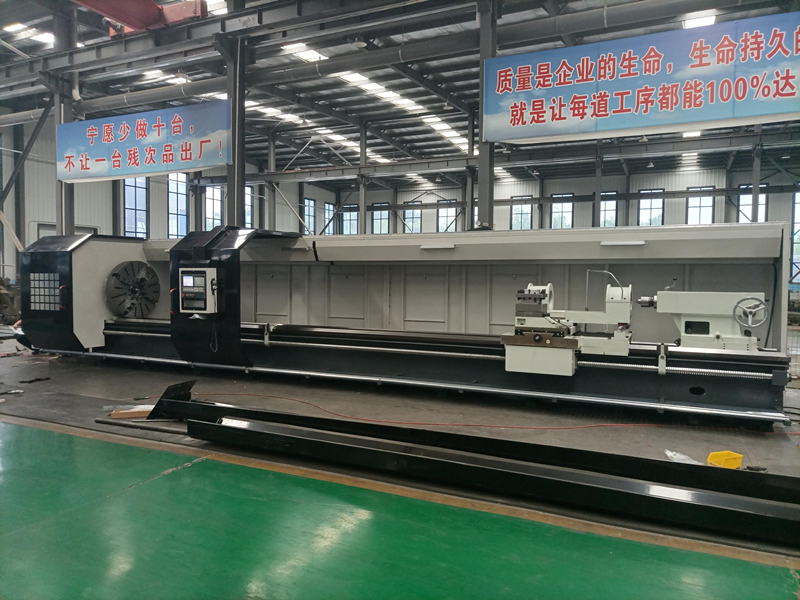
德州众拓机床拥有成熟的机床生产经验,核心团队(设计、工艺、装配、品控、服务)人员,拥有十余年的工作经验,现已成功为客户提供最大回转直径3150mm,最大加工长度15m,承重60吨的各类中大型数控车床、车镗复合机床、车铣复合机床。公司开发的高档数控机床具有大型、精密、高速、高效、智能的优势特点,为航空航天、汽车、模具、矿山、工程机械、风电核电、大型水利及军工等行业提供了大量优质精良准备。产品咨询电话13709110690,400-029-0534。
要想买到合乎加工要求、质量可靠、价格合理的数控车床,联系德州众拓机床制造有限公司,众拓机床能根据用户的工件设计图纸、加工要求进行工艺分析,为您免费提供数控车床选型建议,让您在众多机床品牌和型号中迅速找到适合的一款。