CKH61125数控卧式四轴车、铣复合机床
导轨宽度:1100mm
加工工件长度:10米
加工工件重量:15吨
订购热线:13709112590 (微信同号)
在线咨询
若你有价格预算限制,联系我们
让我们来为您定制!
让我们来为您定制!
打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534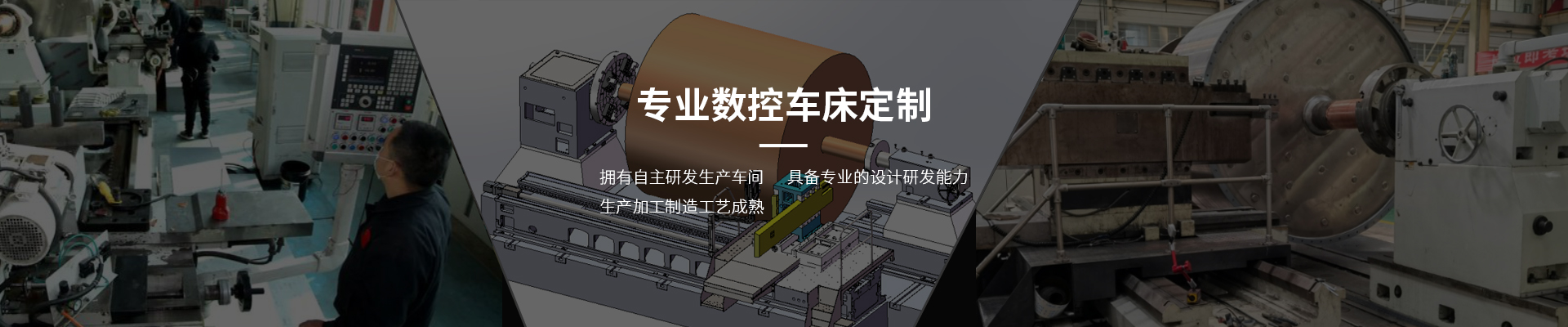
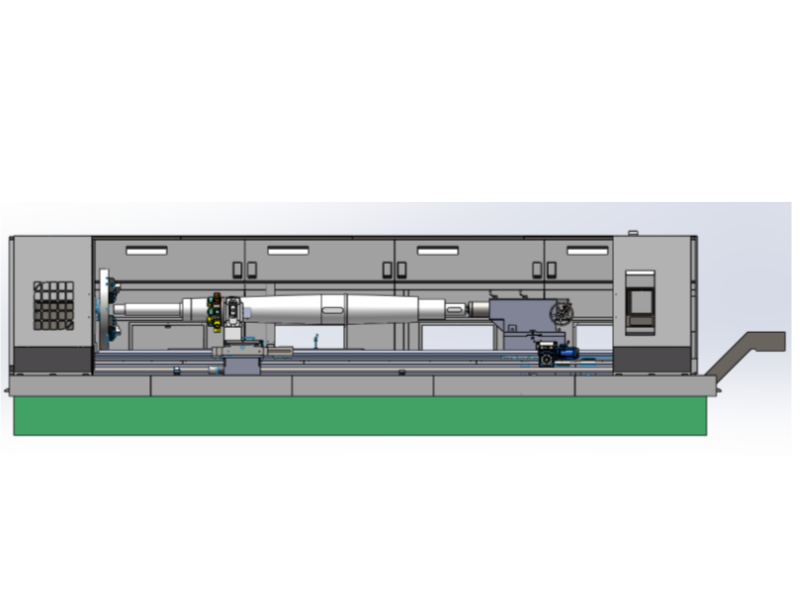
导轨宽度:1100mm
加工工件长度:10米
加工工件重量:15吨


数控车铣复合机床是在大型卧式平床身车床基础上开发的一款多功能新产品,床身重新优化,整体加重,托板加长加宽加厚,可选配专用镗刀座,可对零件内孔进行切削加工,加工效率、精度及刚性优于普通数控车床。采用半封闭防护结构,配置SIEMENS828D系统。车削主传动为SIEMENS伺服主电机加减速机全无级变速结构,两个联动控制轴,X轴采用滚珠丝杠同步带减速加交流伺服电机,Z轴精密斜齿条加交流伺服电机加精密减速机,实现伺服移动控制,具有很好的定位精度和重复定位精度。
机床拖板、Z轴驱动齿条实物照片:


1、 机床特殊设计了专门用于法兰盘钻孔及端面、键槽铣削加工的带Y轴的动力刀塔部件,最大钻孔直径可达Φ40mm,Y轴行程±100mm(初定)。使用动力刀具时需注意刀具位置,避免加工时候与零件端面的干涉。
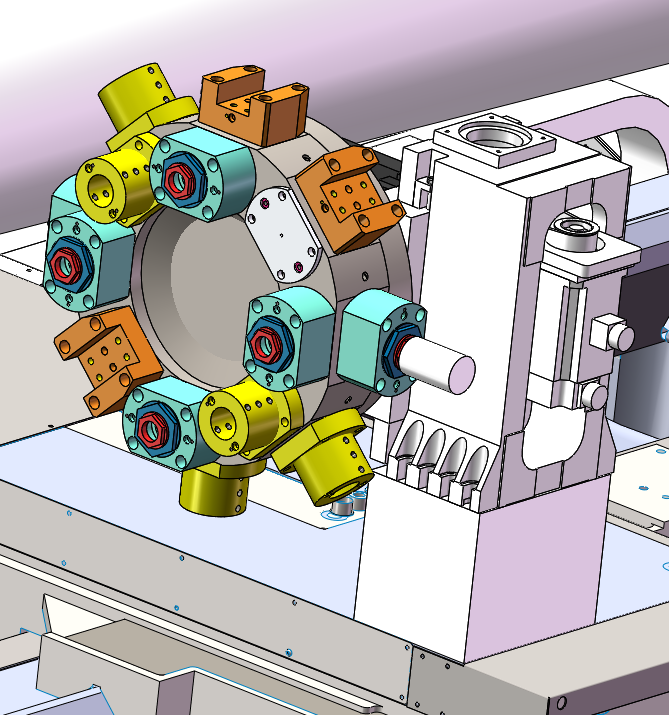
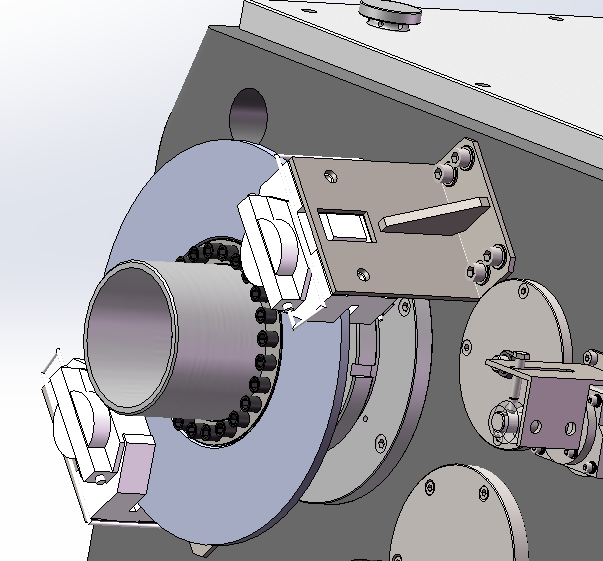
2、机床主轴后部特殊设计了液压刹车装置,用于本次加工法兰类工件上的钻孔钻削加工加工时的主轴分度和夹紧。特殊配备了一套液压刹车用液压系统,与主轴液压系统分开放置和维护。
3、特殊配备了高分辨率的主轴C轴光栅尺,可提高主轴分度的精度及响应速度,用于工件分度打孔、铣削键槽等。配合系统主电机,也可实现C轴插补联动进给;
4、车削主传动为伺服主电机加精密减速机配合同步带传动结构,主电机直接与减速机相连,输出到同步带轮,同步带轮传动到I轴,对设备进行驱动,传动平稳,响应速度快,并为设备实现高的分度精度提供前提条件。
液压刹车装置示意图:
5、X 、Z轴增加进口品牌光栅尺反馈,实现全闭环控制,可提高X轴的定位精度;
6、主轴减速机为进口ZF减速机,可实现停车自动两档;

| 机床型号 | CKH61125-4 | |
| 机床导轨宽度 | 1100mm | |
| 床身上最大回转直径 | 1350 mm | |
| 最大工件长度(车外圆) | 10000mm | |
| 两顶尖间工件重量 | 15吨(工件较重时注意限速) | |
| 刀架上最大工件回转直径 | Φ900mm | |
| 主轴 | ||
| 主轴前轴承内径 | 220mm | |
| 主轴转速范围 | ||
| 两段无级 | 第1档 | 第2档 |
| 转速范围 | 10~100 r/min | 35~350r/min |
| 换档形式 | 精密减速机自动换档 | |
| 主轴通孔直径 | Φ120mm | |
| 主轴内孔前端锥度 | 公制140# | |
| 主轴头规格 | 短锥1:30 | |
| 卡盘大小 | Φ1000mm | |
| 卡盘形式 | 手动四爪单动 | |
| 主电机 | ||
| 主电机功率 | 30kW西门子伺服 | |
| 传动形式 | 同步带传动 | |
| 进给 | ||
| x轴行程 | 850mm | |
| z轴行程(卡盘端面至尾座端) | 9800mm | |
| x轴快速 | 4m/min | |
| z轴快速 | 4m/min | |
| 带Y轴动力刀塔 | ||
| 卧式8工位刀架 | 动力刀塔 | |
| 型号 | TCSDA125-8T | |
| 刀座基准孔 | φ50mm | |
| 刀杆截面 | 32×32mm | |
| Y轴行程 | ±100mm | |
| 尾座 | ||
| 尾座形式 | 内置回转 | |
| 尾座芯轴直径 | φ260mm | |
| 尾座芯轴行程 | 300mm | |
| 尾座芯轴锥孔 | 公制80# | |
| 尾座整体移动形式 | 机动 | |

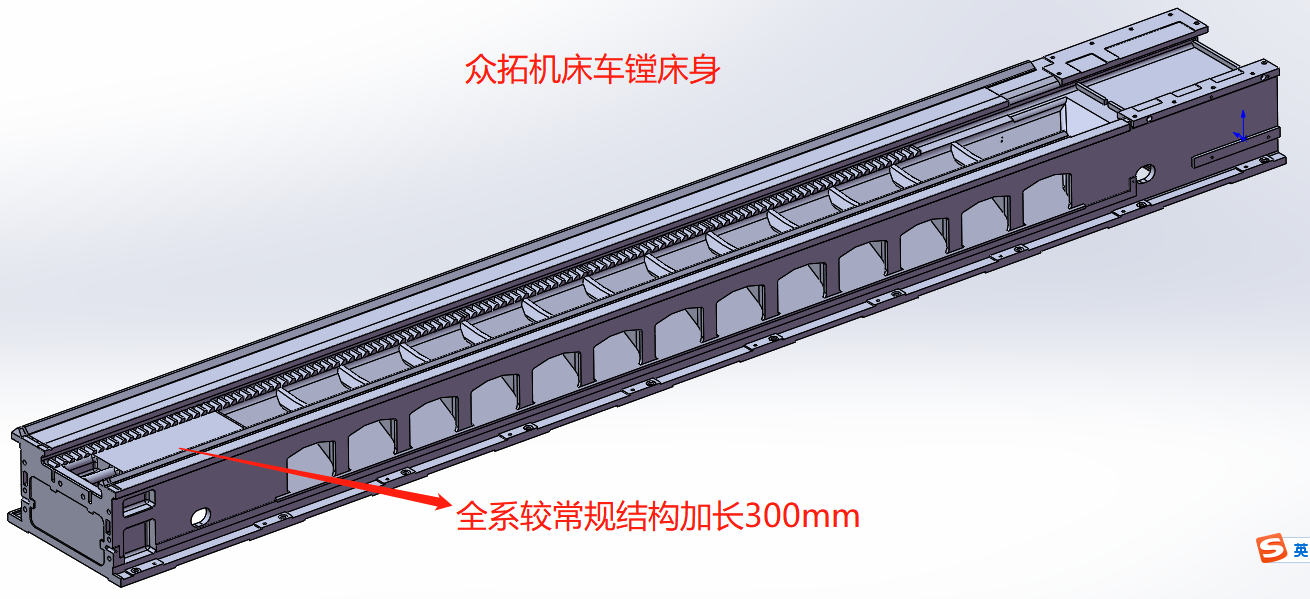
1、床身
机床床面为平-V结构,采用高强度树脂砂铸造,床面进行中频淬火处理,硬度为HRC45-55,并经退火处理,充分消除其铸造时热胀冷缩变形量及内应力,也可分散切削时的振动;中频淬火深度较深,利于机床二次重磨。机床床体刚性强,承载力大,稳定性好。拖板采用刮胶处理,由于该材料中含有润滑元素,使其动静摩擦系数相差较小,配合润滑油一起大大降低了拖板与床身导轨面的摩擦,防止爬行。机床床身铸有向后排屑用拱形门,切屑直接排到接屑盘中,排屑、清理方便。
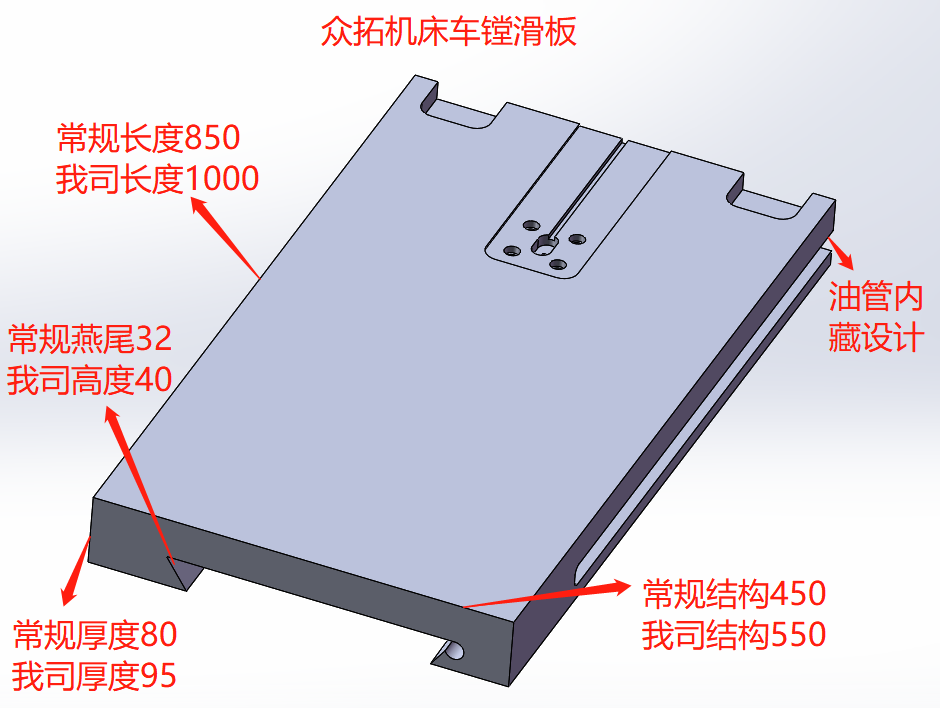
车镗床结构拖板相对于普通结构拖板进行了充分的加强:拖板跨度加大、厚度加厚、燕尾跨度及高度增加、拖板后侧增加安装镗杆支架底座的安装面并加大了厚度;
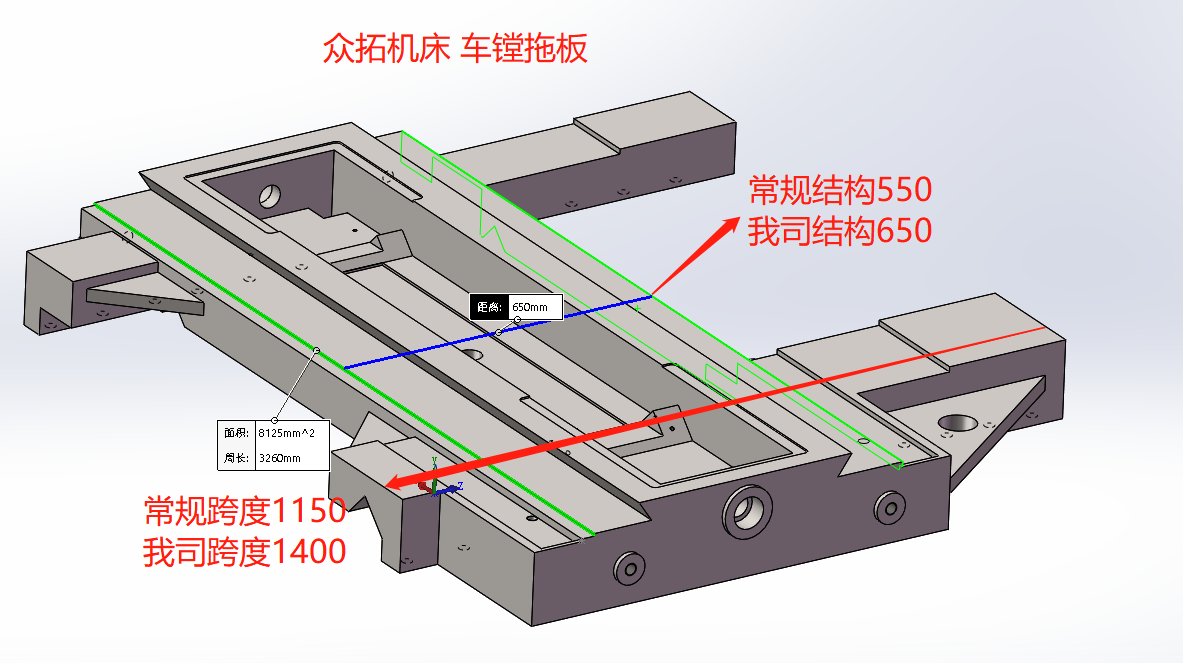
为设备的内孔镗削加工提供足够的刚性支撑。拖板丝杠中置,丝杆轴承支座装配时充分找正,并采用预拉伸结构,提高了刚性及稳定性。
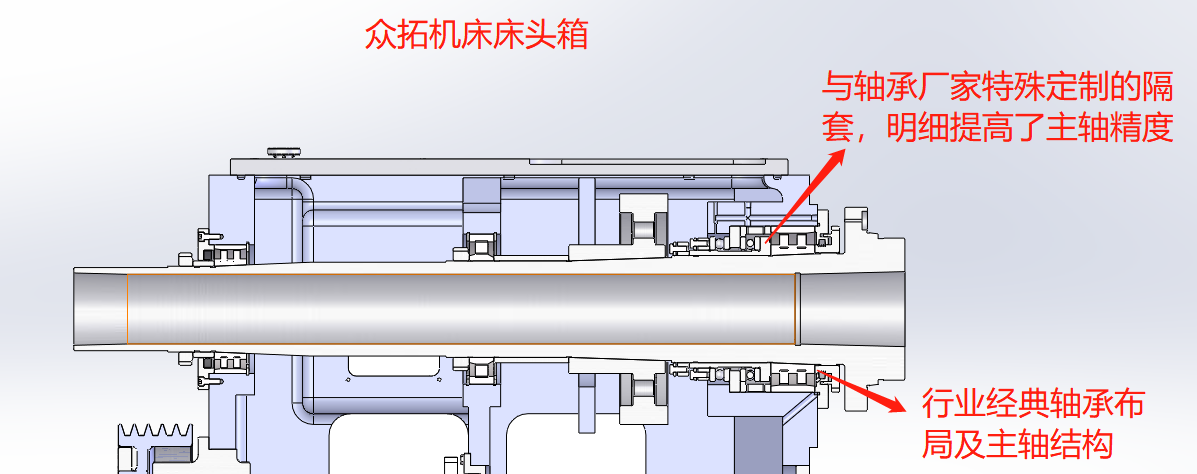
2、床头箱:
主轴采用三点支撑,前端为固定端,中、后端为游动端,前、后为主要支撑,中间为辅助支撑,轴向定位设在前端,使主轴受热后向后伸长,消除了主轴热伸长对机床精度的影响;床头主传动伺服主电机带动精密减速机,配合同步带减速传动;主轴系统具有较佳的刚度和承载能力,回转平稳,精度高,主轴箱采用强力油液润滑形式,由专用的机油泵对床头箱齿轮以及轴承进行润滑。主轴前端采用迷宫和齿槽双重密闭结构,可有效的防止漏油及外物进入主轴箱内。
3、动力刀架:
选配8工位动力刀架,刀座基准孔Φ50mm,刀杆刀方32x32mm,刚性强。最大钻孔直径Φ40mm。 工件端面的螺纹孔底孔可在设备上加工,但攻丝推荐使用攻丝机下线加工,效率及可靠性优于在设备上直接加工。
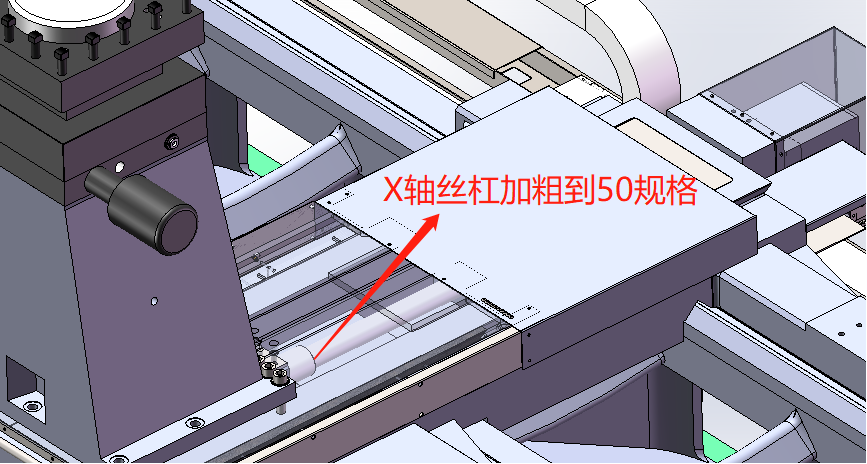
4 、X、Z轴:
采用伺服电机加精密减速机驱动,X轴传动为滚珠丝杠,X向滚珠丝杠直径为Φ50x10,,Z轴传动为m6台湾精密斜齿条。滚珠丝杠有两套专用角接触球轴承通过合理组配来支撑.
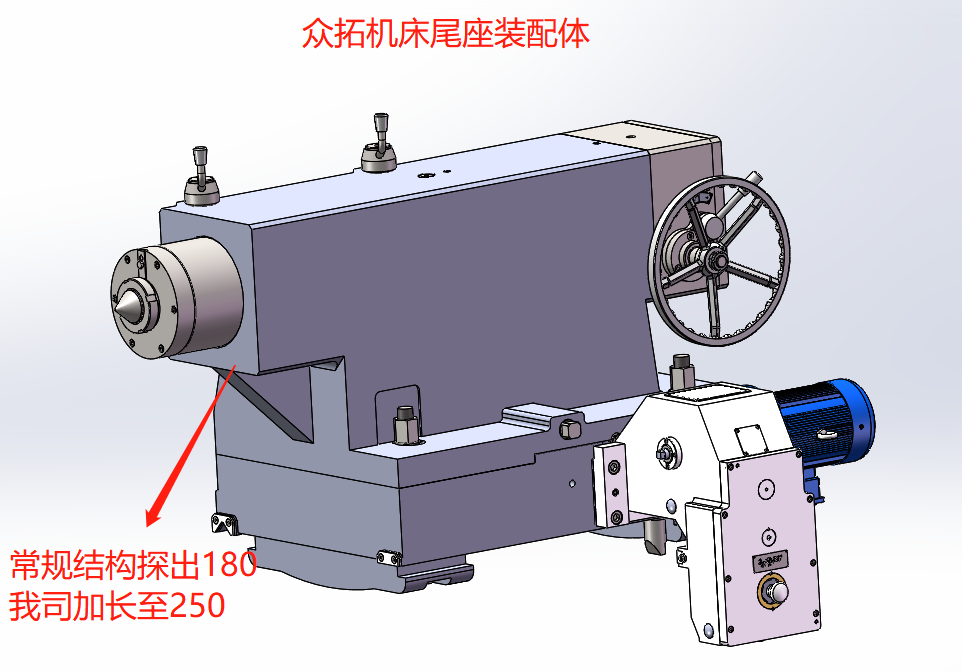
5、内置回转尾座:
本机床尾座为芯轴回转式结构,具有足够的承载能力。含有防尘密封圈结构,尾座的移动由交流电机通过齿轮齿条拖动尾座纵向移动,尾座移动方便快捷,宜人性强。尾座由上、下体两大部分组成,尾座上体内装有尾座套筒、芯轴、尾座套筒移动机构和主轴中心调整机构。尾座主轴轴承采用高精度主轴专用轴承,承载能力强,回转平稳,精度高。尾座套筒和芯轴之间通过一插键方便的分开和连接。使用顶尖时取出插键,使顶尖随工件一起旋转,避免工件与顶尖有相对运动而造成顶尖磨损。装上插键则使尾座套筒和芯轴连成一体,可以进行钻孔和铰孔加工。
尾轴后面安装有防止因工件热膨胀而损坏尾轴系统的碟形弹簧机构。为了防止床尾与床身之间在顶持工件时发生滑移,在尾座上装有止退杆。
6、润滑系统:
主轴箱轴承、箱体内齿轮以及轴承的润滑由专用机油泵完成,滚珠丝杠轴承、机床导轨各润滑点的润滑采用间歇式集中润滑,且时间可调,有效防止润滑油的浪费,可有效提高机床的动态响应特性及丝杠导轨的使用寿命。所有润滑油管均有防护罩。
7、机床操纵
操纵台安装在拖板上,并可随拖板一起运动(不带外防护时)。
当设备选配外防护时,操纵台安装在设备的右拉门上(如首页照片),可沿床身方向自由拖动,操作箱体可以一定幅度的转动,在工件对刀时,便于操作。
8、可选配镗刀架
9、机床电气
数控系统标配采用国际上最知名的SIEMENS828D系统系统,可手动,也可通过写入器,或者通过RS232C标准通讯接口传输程序和参数。可同时控制2轴(X、Z),并具有直线、圆弧和螺纹插补以及其它多种固定循环等功能,最小分辨率为0.001mm。
机床除具备其全部标准控制功能及标准配置外,还有系统选择功能及配置供用户选择。
机床所用电气元器件采用国内外知名品牌的产品,保证了整机较高的可靠性、稳定性和较长的使用寿命。
操作面板距离地面按1300mm左右设计,高度适中,符合人体工学,宜人性好,使操作者更容易操作及了解机床运转状况。
电控箱采用全封闭冷热交换电柜,造形美观,散热效果好。强电与数控在同一柜内并有屏蔽措施。柜内主要低压电器元件均为德力西产品。各种接线夹采用端头冷压处理。电控箱具有良好的稳定性和可靠性。元件布线排列整齐、编号齐全无误。
工作电源:380伏,50Hz (三相)。
10、中心架(选配)
可选配Φ500mm中心架,个数及夹持范围可根据需求进行适当变更。
11、冷却
标配大流量冷却系统一套,AB200大流程冷却泵,最大流量200L/min。
12、防护
X向及Z向丝杠均采取了防护措施:X向丝杠位于滑板下,两头安装有防护板,可有效防尘、防屑;Z向丝杠上方设计有丝杠护罩挡板,可有效防护切屑的飞溅对丝杠的影响。
X向及Z向伺服电机均采取了全防护结构,隐藏式走线,将因线缆裸露引起的故障率降到最低。
机床整体可选配双拉门结构半防护:机床前部有两个拉门,右侧拉门可沿床身方向自由拖动,操作箱体可以一定幅度的转动,在工件对刀时,便于操作。左拉门在床头箱及卡盘之间相互移动,当安装工件时推到床头箱上部,不影响工件安装,当安装完成后,拉门向右拉动,可将卡盘整体罩住,防护加工时,卡盘处水、屑的飞溅。机床后侧有通长的挡屑屏,可通长防护后侧切屑的飞溅,并可协助将切屑导入下部的接屑盘,以便集中收集,有效保持加工现场的整洁环保。

1、质保期及配件
产品质量保证期为一年。质量保证期内,设备供方免费更换非操作失误造成的损坏的零部件,质保期外优惠提供备件,并按用户要求提供维修服务,终身配件供应;
2、服务及维修
用户在保质期内的使用过程中,出现非用户造成的机床质量问题,公司在接到用户通知后48小时内做出答复或派出服务人员,并做到故障不排除维修人员不撤离现场。








