CK61160数控重型卧式车床(三导轨)
导轨宽度:1600mm
加工工件长度:5-20米
加工工件重量:25/32/40/50/63/80/100/125T
订购热线:13709112590 (微信同号)
在线咨询
若你有价格预算限制,联系我们
让我们来为您定制!
让我们来为您定制!
打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534

导轨宽度:1600mm
加工工件长度:5-20米
加工工件重量:25/32/40/50/63/80/100/125T



本型号机床支持非标定制,根据客户需求,承接定制范围如下:
回转直径:500mm-6300mm
承重:3吨-300吨
加工长度:1米-50米
产品定制咨询电话:赵经理 13709112590(微信同号)
根据客户需求,在原有车床基础上可以自由选配增加车镗,车铣,车钻,车磨等复合功能。也可增加动力刀塔,主轴,刀库,镗床,方滑枕。
众拓机床制造有限公司专注于重型卧式车床、数控车镗床、轧辊车床、车铣复合加工中心的生产、制造与研发,针对回转直径500mm-6300mm,内孔大于500mm-4000mm,长度50m以内超大轴类、孔类、盘类零件的全工序加工。在产品研发上朝着高精度,多功能,智能化,复合化的方向不断努力。
重型数控车床是我公司在大型卧式平床身车床基础上开发的一款多功能新产品,床身重新优化,整体加重,托板加长加宽加厚,加工效率、精度及刚性优于普通数控车床。采用半封闭防护结构,配置西门子系统。车削主传动为自动四档档内无级变速,两个联动控制轴,X、Z轴采用滚珠丝杠副加交流伺服电机加精密减速机,实现伺服移动,半闭环控制,具有很好的定位精度和重复定位精度。同时它具有高刚性的结构设计、可靠的精度稳定性及保持性、完整的配套,部件设计采用模块化,标准化程度高,具有良好的互换性,稳定的质量,机床设计先进、性能可靠、操作简便、维修方便。同时该机床是我公司引进并消化吸收欧洲先进的设计与工艺技术,整机具有高刚性的框架结构设计,因此不仅具有强力切削的能力,同时又能满足精密零件的加工。

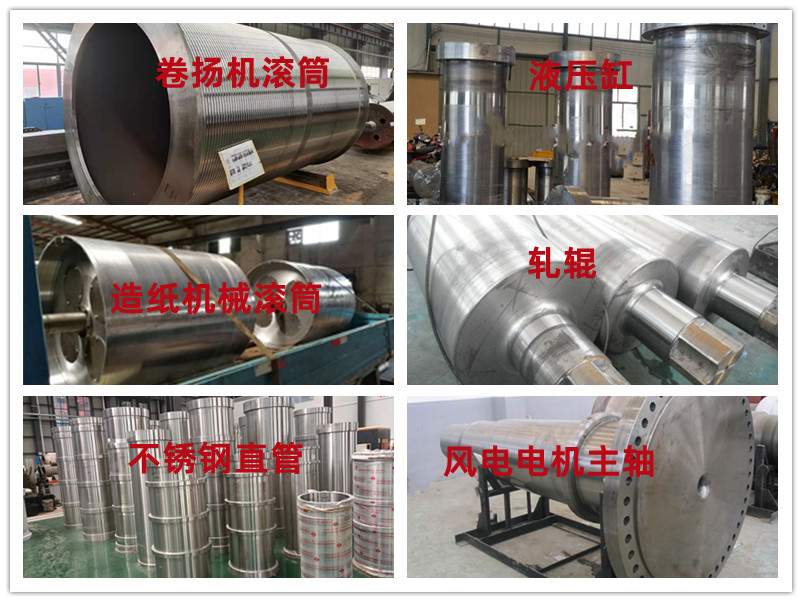
产品应用领域:
1、中大型油缸
2、风电主轴的全工序加工
3、造纸行业的滚筒
4、起重机钢丝绳卷筒
5、阴极棍滚筒
6、离心机滚筒
7、高温合金、钛合金、钢锭、轧辊、激光熔覆材料等贵金属的高效车削加工
8、薄壁件的外圆车削、内孔镗削、端面钻孔、攻丝、轴面钻孔、铣削等工序加工


机床使用现场

机床使用现场

风力发电机主轴加工

大直径,管类零件内孔加工





