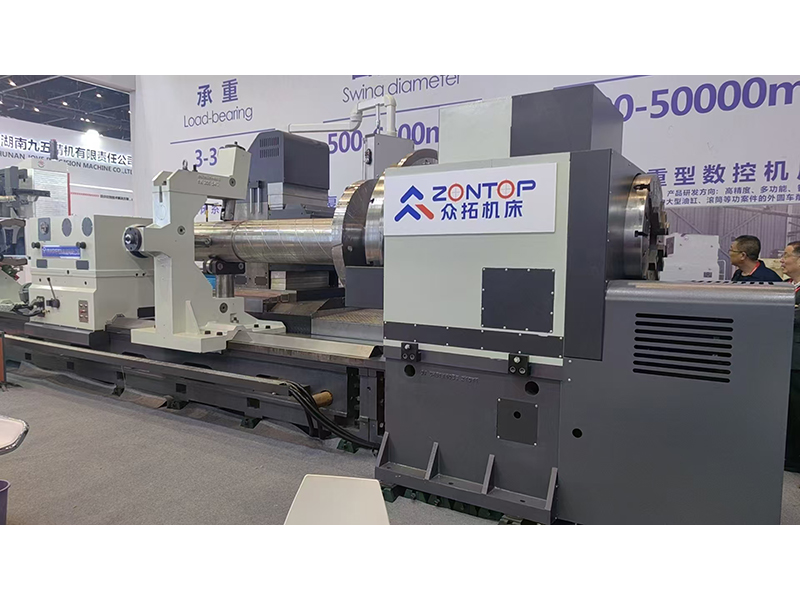
CH61250MF数控车铣复合车床
导轨宽度:2000mm
加工工件长度:按客户要求
加工工件重量:63/80吨
订购热线:13709112590 (微信同号)
在线咨询
若你有价格预算限制,联系我们
让我们来为您定制!
让我们来为您定制!

打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534


导轨宽度:2000mm
加工工件长度:按客户要求
加工工件重量:63/80吨



该机床是在我公司多年生产重型卧式车床经验的基础上,根据加工工件的自身特点自主开发的数控重型车床。
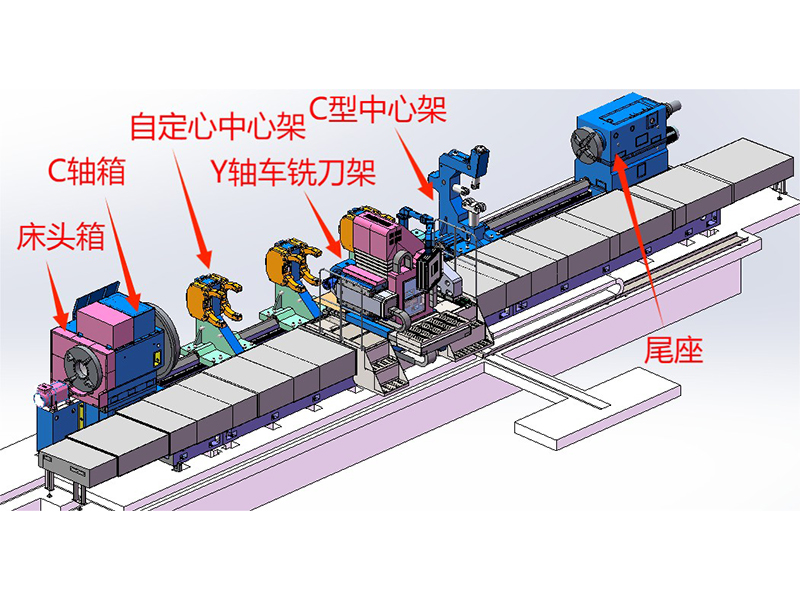
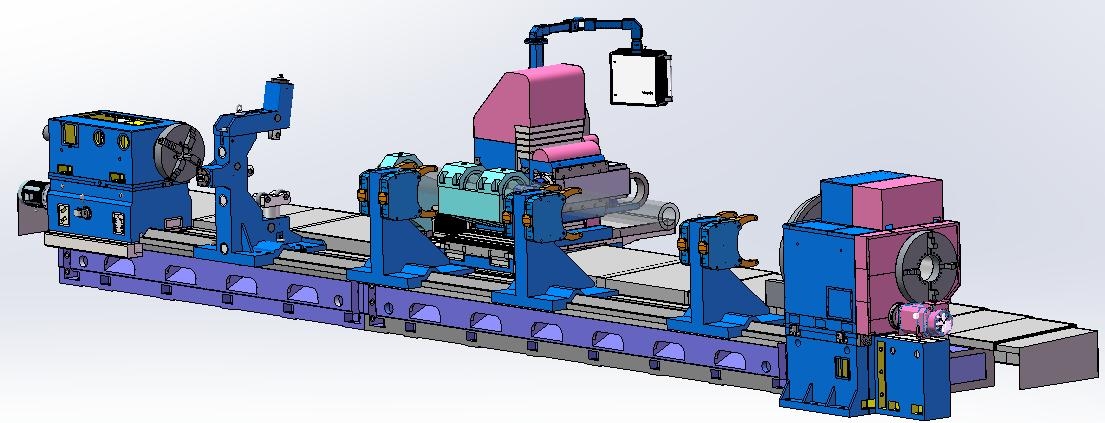
本机床由主电机、主电机底座、主轴箱、主轴箱底座、床身、刀架、拖板、尾座、液压系统、电气系统等组成。
主传动与进给传动采用分离式。
系统可选配KND2000T、西门子808D、西门子828D系统、FANUC 1、FANUC 5,也可按照用户要求指定其他系统。
X轴、Z轴半闭环控制,也可选配全闭环控制。
床身采用整体三导轨结构,导轨表面中频淬火。
主轴箱采用穿轴形式,整体床头箱。
配置框式刀架;
尾座移动和尾座套筒移动采用机动方式;尾座锁紧采用自动方式;套筒锁紧采用自动结构;
德州众拓机床可为用户提供:机床回转直径为0.5m-6.3m,零件加工长度为1m-50m,承重为3T-300T。系列整体二导轨、三导轨、分体式四导轨重型数控车床、车镗床、车铣复合数控车床。
我公司产品除具备数控车床的所有功能、性能外,增配镗刀座、动力刀塔及动力头,可实现车镗、推镗、铣削、钻孔等功能,具有一机多用途的特点。

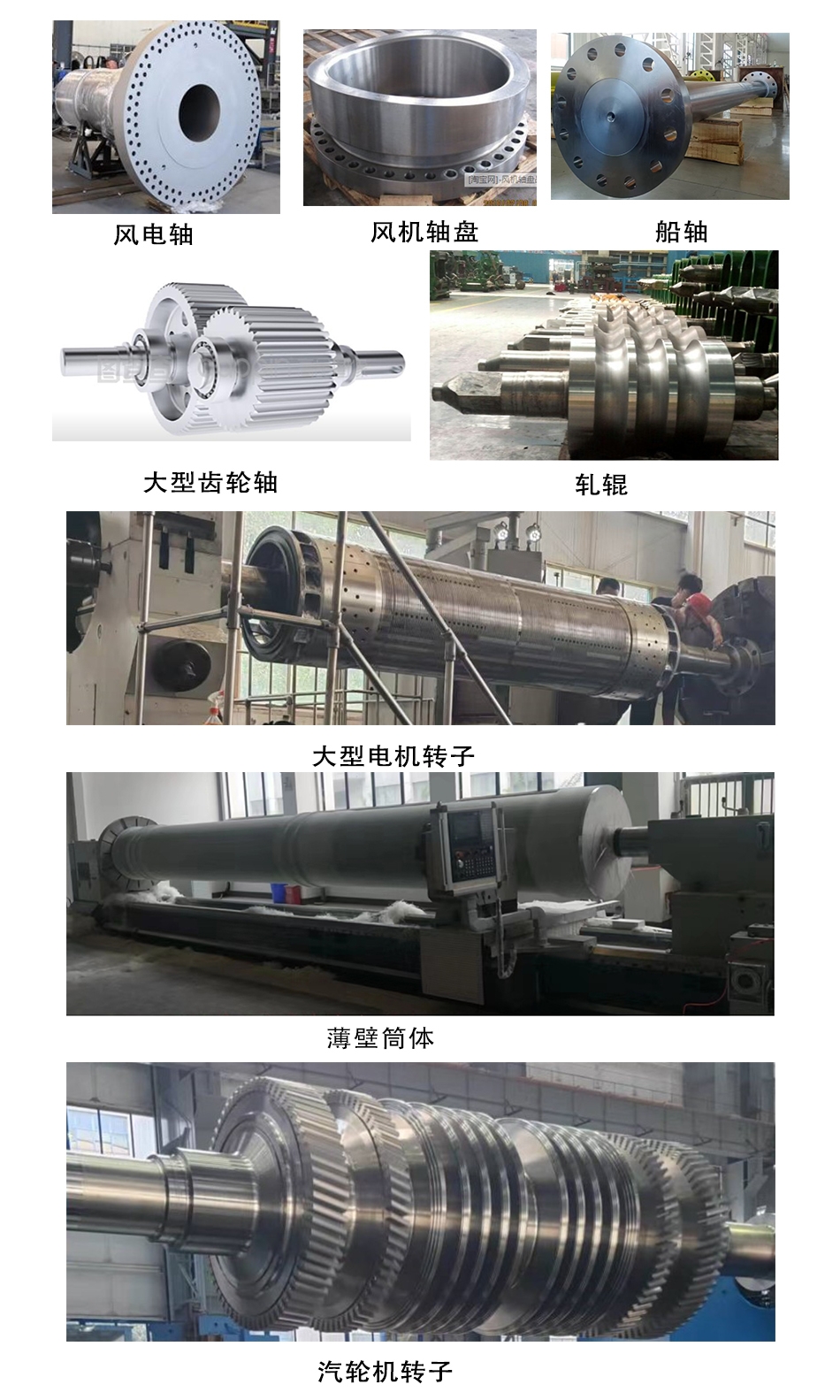
产品应用领域主要有:
1、中大型油缸;
2、风电主轴的全工序加工;
3、造纸行业的滚筒;
4、起重机钢丝绳卷筒;
5、阴极棍滚筒;
6、离心机滚筒;
7、高温合金、钛合金、钢锭、轧辊、激光熔覆材料等贵金属的高效车削加工;
8、薄壁件的外圆车削、内孔镗削、端面钻孔、攻丝、轴面钻孔、铣削等工序加工。

| 主要技术参数 | |
| 最大工件回转直径 | Φ2500mm |
| 最大工件长度 | 按用户要求 |
| 过刀架最大加工直径 | Φ2000mm |
| 导轨宽度 | 2400mm |
| 两顶尖间最大工件重量 | 63/80T |
| 主传动 | |
| 主轴前支承轴承直径 | Φ630mm |
| 主轴内孔锥度 | 1:4短锥,φ160mm |
| 顶尖角度 | 60°、75°、90°按用户需求 |
| 主轴头 | 长锥1:30 |
| 主轴转速 | 0.63-100rpm |
| 主电机功率 | 110kW伺服 |
| 主轴扭矩 | 10000Nm |
| 卡盘直径 | Φ2000mm |
| 刀架 | |
| 刀架形式 | 框式刀架 |
| 刀具截面 | 80mmX60mm |
| 刀架切削力 | 100KN(框式刀架) |
| 进给速度 | 1-200mm/min |
| 快速 | 4000mm/min |
| 横向行程 | 900mm |
| 纵向行程 | 按用户要求 |
| 尾座 | |
| 套筒直径 | 630mm |
| 套筒行程 | 200mm |
| 套筒移动速度 | 50mm/min |
| 尾座移动速度 | 2000mm/min |
| 芯轴锥孔 | 1:4 |
| 顶尖角度 | 60°、75°、90°按用户需求 |

1,床身
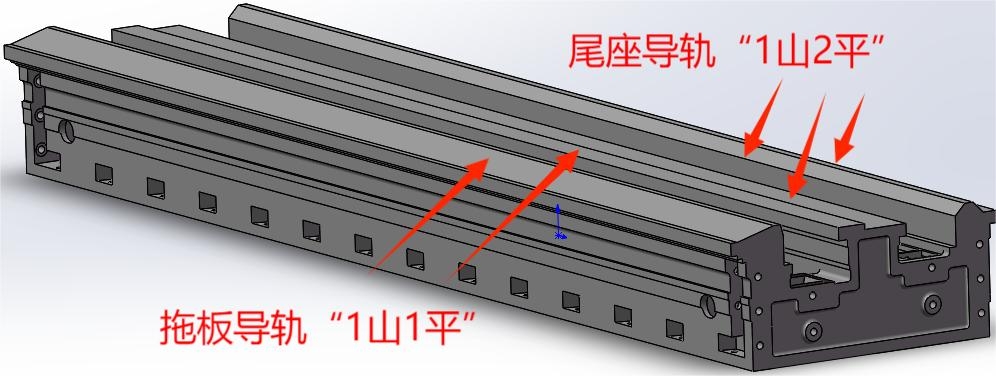
本机床床身采用高强度铸铁材料、树脂砂造型;床身为三导轨,用于溜板箱和尾座的纵向移动。床身支撑工件时,具有很好的抗颠覆性能。
床身是机床的基础部件,它的刚度直接影响着整个机床的工作性能和工作精度。本机床床身采用优质铸铁HT300铸造,具有很好的外观和强度,在结构上筋板布局合理,具有优异的抗断面畸变能力,有效地提高了机床的抗振性。排屑孔设置在机床的侧面,具有良好的排屑能力。
床鞍滑动面贴有耐磨材料,既减小了摩檫,又提高了机床的寿命。为进一步减小切削倾覆力矩对机床的影响,保证运行精度,床身全长支承在若干个调整垫铁上并用地脚螺钉紧固,加大了床身与地基的接触面积,提高了机床床身精度的保持性。
拖板导轨采用“1山1平”导轨,具有导向性好,磨损自补偿的特点,优于矩形导轨。
尾座导轨采用“1山2平”导轨,具有导向性好,磨损自补偿的特点,承重大,优于矩形导轨。
2,主轴箱:

主轴箱把合在底座上,底座与床身把合在一起,采用HT300优质铸件,二次时效处理。
主轴轴承选用国内外著名品牌轴承,主轴刚性强,回转精度高。
主轴为高合金钢锻件,经热处理和精密磨削。大直径的前端轴承确保在重负荷下的最高的刚性和精度。
主轴采用两点支撑,前端为固定端,后端为游动端,前端为主要支撑,后端为辅助支撑,轴向定位设在前端,使主轴受热后向后伸长,消除了主轴热伸长对机床精度的影响;
主轴传动通过与一个小齿轮啮合到大斜齿轮上,斜齿轮直接安装在前轴承的后面,保证安全可靠的传动并具有最大的切削扭矩。所有传动轴均由热处理过的高合金钢制成。所有齿轮为镍铬合金钢,并经过热处理,齿面为精密磨削。
床头主传动由伺服电机带动,变速采用液压两挡,档内无级;主轴系统具有较佳的刚度和承载能力,回转平稳,精度高。主轴前端采用迷宫和齿槽双重密闭结构,可有效的防止漏油及外物进入主轴箱内。
主轴后端加编码器,用于检测主轴转速。
主轴上的顶尖采用短锥柄法兰式结构,锥面定位,用螺钉固定在主轴上,提高了顶尖与主轴的连接刚度。
卡盘采用ZG310-570铸钢材质,其与主轴通过1:30锥面过盈配合的结合方式与主轴联为一体,具有可靠的自身抗变形能力和联结刚性。在装夹工件时,利用专用扳手和增力丝杆实现增力卡紧工件,极大地降低工人劳动强度,提高效率。
3,尾座
尾座采用上下分体式结构。尾座上体固定于尾座下体上,有单独的传动装置以及侧母线调整机构。
尾座上体内安装套筒。尾座套筒的移动为机动方式,是由一台是由一台普通电机驱动摆线针轮减速机,驱动T型丝杠副。尾座套筒主轴前端支撑在双列向心滚子轴承上,与主轴结构相同具有很高的刚性,尾座主轴后端装有可防止因工件热膨胀而损坏机构的碟形弹簧,并配置液压测力装置。顶尖为法兰式短锥柄顶尖。配电子测力装置,可根据不同工件重量设定不同的顶紧力。
尾座下体主要有尾座沿床身移动时的传动装置以及尾座与床身导轨的夹紧。为了保证尾座在加工时不会后退,本机床有两套装置来保证,一是齿板楔紧装置,一是夹紧装置。在尾座移动停止后,尾座上的齿板液压自动楔紧入床身齿条内。另外在尾座上还有6个碟簧油缸,由专门的液压站控制,碟簧油缸推动机械增力机构。机械增力机构具有自锁功能,碟簧施加预紧力,保证尾座运动停止时,将尾座与床身牢固夹紧,尾轴顶紧工件后保证尾轴顶尖不抬头。
应当注意,在开动尾座快速移动电动机前,必须先将尾座止退板退出。尾座下体后端装有一油泵,供尾座内全部机构润滑用油。尾座移动的导轨面镶有耐磨材料,可有效减少对床身导轨的磨损。
4,车铣刀架
本刀架具有X轴、Z轴、Y轴三个进给轴,三轴可以实现按照设定的加工程序相互插补,全闭环控制。
X轴采用伺服电机驱动,与减速机连接,减速机与滚珠丝杠螺母传动副连接,带动滑板和拖板,实现刀架的移动。滚珠丝杠有两套滚珠丝杆专用轴承通过合理組配来支撑,形成“固 定一拉伸”的支撑方式;滚珠丝杆规格8020,C3级,丝杆直径刚性强,滚珠直径大,适用于高硬层的切削加工。导轨采用矩形结构,抗振性强。
Z轴采用双电机双齿轮齿条传动结构。齿条布置在床身中间,拖板受力平衡,无侧倾力矩,精度保持性好。
Y轴采用伺服电机与减速机连接驱动滚珠丝杆结构,可与主轴、Z轴、X轴插补,对复杂零件进行铣削加工。刀柄接口BT50。
铣削部分采用滑枕结构,可自动前后伸缩。滑枕可上下移动(Y轴)。两侧为刀板结构,主轴侧为主刀板,尾座侧为副刀板,主刀板厚100mm,副刀板 前侧厚70mm.其中,主刀板最大悬伸700mm,可过主轴中心。刀板的移动与锁紧采用自动结构。
配自动润滑系统,可对导轨及传动机构进行润滑。配电子手轮。
5,刀架

本机床可配框式刀架。
框式刀架适用于各种轴类零件粗、精加工,尤其尤其适用于强力切削(粗加工)及台阶轴、深槽、端面的加工。
刀板分为主、副刀板,配置在框式刀架体的两侧面,可独立伸出、缩回,用压板固定在刀架体上,可根据需要来确定刀板的伸出长度,刀板移动机构为手动操作。
6,辅助支撑
中心架和托辊可选配。
7,电气系统
数控系统也可自由选配











