CK43180数控曲轴专用车床
导轨宽度:1615mm
加工工件长度:看客户需求
加工工件重量:看客户需求
订购热线:13709112590 (微信同号)
在线咨询
若你有价格预算限制,联系我们
让我们来为您定制!
让我们来为您定制!

打造中国重型卧式数控车床领导品牌
众拓服务热线:
400-029-0534
导轨宽度:1615mm
加工工件长度:看客户需求
加工工件重量:看客户需求


该机床是在我公司生产重型卧式车床经验的基础上,根据加工工件的自身特点自主开发的曲轴车床。本机床采用KND2000T系统控制,全闭环控制,主传动与进给传动分离,床身采用整体三导轨,导轨采用中频淬火工艺,主轴箱采用穿轴形式,两支承,最高转速达160r/min。配置电动四工位刀架;副主轴箱移动采用机动方式,自动锁紧;前主轴箱与副主轴箱分别装有主电机,采用同步驱动技术。

| 机床导轨宽度 | 1615mm |
| 床身上最大回转直径 | Φ1800mm |
| 刀架上最大加工直径 | Φ1400mm |
| 最大工件长度(车外圆) | 根据客户需求 |
| 两顶尖间工件重量 | 15吨 |
| 主轴箱 | |
| 主轴前轴承 | Φ320mm |
| 主轴转速范围 | 1~160r/min |
| 换档形式 | 液压换档 |
| 主轴前端锥度 | 1:4 |
| 卡盘大小 | Φ1400mm |
| 卡盘形式 | 手动四爪单动 |
| 主电机 | |
| 主电机功率 | 30kW伺服 |
| 进给 | |
| x轴行程 | 500mm |
| z轴行程 | 根据客户需求 |
| x轴快速 | 4m/min |
| z轴快速 | 4m/min |
| 刀架 | |
| 刀架形式 | 四工位刀架 |
| 刀杆截面 | 40X40 |
| 刀架最大切削力 | 40KN |
| X轴电机扭矩 | 32Nm |
| Z轴电机扭矩 | 32Nm |
| X轴丝杆直径 | Φ63mm |
| Z轴丝杆直径 | Φ80mm |
| 副主轴箱 | |
| 主轴前轴承 | Φ320mm |
| 主轴转速范围 | 1~160r/min |
| 换档形式 | 液压换档 |
| 主轴前端锥度 | 1:4 |
| 卡盘大小 | Φ1400mm |
| 卡盘形式 | 手动四爪单动 |
| 整体移动形式 | 机动 |
| 锁紧方式 | 自动 |

1、床身
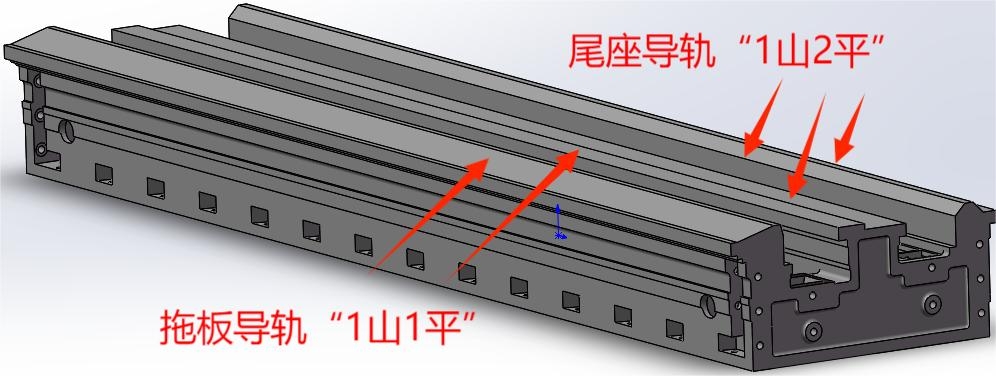
本机床床身采用高强度铸铁材料、树脂砂造型;床身为整体三导轨,总宽为1615mm,床身支撑工件时,具有很好的抗颠覆性能。
床身是机床的基础部件,它的刚度直接影响着整个机床的工作性能和工作精度。本机床床身采用树脂砂造型,优质铸铁铸造,具有很好的外观和强度,在结构上筋板布局合理,具有优异的抗断面畸变能力,型腔结构合理,床身整体阻尼大,有效地提高了机床的抗振性。排屑孔设置在机床的侧面,具有良好的排屑能力。床鞍滑动面贴有耐磨材料,既减小了摩檫,又提高了机床的寿命。导轨表面中频淬火,耐磨损。
为进一步减小切削倾覆力矩对机床的影响,保证运行精度,床身全长支承在若干个调整垫铁上并用地脚螺钉紧固,加大了床身与地基的接触面积,提高了机床床身精度的保持性。
拖板导轨采用“1山1平”导轨,具有导向性好,磨损自补偿的特点,优于矩形导轨。
尾座导轨采用“1山2平”导轨,具有导向性好,磨损自补偿的特点,承重大,优于矩形导轨。
床体上表面硬度不低于HRC50。
2、床头箱
主轴箱把合在底座上,底座与床身把合在一起。主轴轴承选用国内名优轴承,主轴刚性强,回转精度高。
主传动采用伺服电机,功率30kW、安装型式B3型,使主轴获得1-160 r/min的转速范围。主轴箱变速是由电磁滑阀-油缸实现。
主轴箱正、反面各设有一按钮站,可实现对主轴正反向点动、连续、停止的控制,提高加工效率。主轴后端安装有编码器。
主轴箱后部装有平衡卡盘,用于曲轴加工时的动平衡使用。
3、刀架
本机床采用立式四工位电动刀架。
刀架Z轴、X轴由全部由交流伺服电机驱动大扭矩行星减速机,传递给滚珠丝杆。滚珠丝杆设置在导轨中间,具有导向平稳,侧倾力矩小,精度保持性好,寿命长等优点。X轴滚珠丝杆直径63mm,Z轴滚珠丝杆直径80mm.
传统车床Z向进给采用床身外侧传动。本机床采用大直径滚珠丝杆中置结构,具有明显的先进性。
刀架横向快速4000mm/min,无级进给,刀架纵向快速4000mm/min,无级进给。
刀架退到极限行程后,可对Φ1400外圆进行加工。
4、副主轴箱
副主轴箱安装在床身上,可沿床身方向机动移动。采用伺服电机驱动减速机与普通梯形丝杆结构。
内部传动结构与主轴箱相同,具有独立的伺服电机驱动,采用同步技术,与前主轴箱一同转动。
副主轴箱的导轨面镶有耐磨材料,可有效减少对床身导轨的磨损。
副主轴箱锁紧采用自动结构。
机床刀架可过副主轴箱。
拖板下部增加了辅助支撑导轨,明显提升了在车削时刚性刚性;
5、偏心分度结构
偏心分度机构安装在卡盘上。
针对曲轴加工特点,机床前后卡盘上都安装有偏心分度机构。该机构可调整偏心量,最大偏心量270mm。暂定15度一个分度单位。
6、润滑系统:
主轴箱轴承、箱体内齿轮以及轴承的润滑由专用机油泵完成,滚珠丝杠轴承、机床导轨各润滑点的润滑采用间歇式集中润滑,且时间可调,有效防止润滑油的浪费,可有效提高机床的动态响应特性及丝杠导轨的使用寿命。所有润滑油管均有防护罩。
7、机床操纵
操纵台安装在拖板上,并可随拖板一起运动。
8 、机床电气
控制方式采用KND2000T系统。
机床所用电气元器件采用国内外知名品牌的产品,保证了整机较高的可靠性、稳定性和较长的使用寿命。
电控箱采用全封闭冷热交换电柜,造形美观,散热效果好。强电与数控在同一柜内并有屏蔽措施。柜内主要低压电器元件均为施耐德产品。各种接线夹采用端头冷压处理。电控箱具有良好的稳定性和可靠性。元件布线排列整齐、编号齐全无误。





